Seems to me that NPT is the result of inspection failure of the NPTF. That is why it is sold for less. I cannot see them specifically making a lower grade when the scrap rate is so high. So can the naked eye see the difference?
I guess I don't know what is meant by "production process" in whatever material you quoted. It might well be that the nominal set of steps are the same. I don't think that means that the steps are necessarily configured to produce the same result. It might also be that the unnamed source you cite is incorrect or being used at a level of detail beyond what was intended.
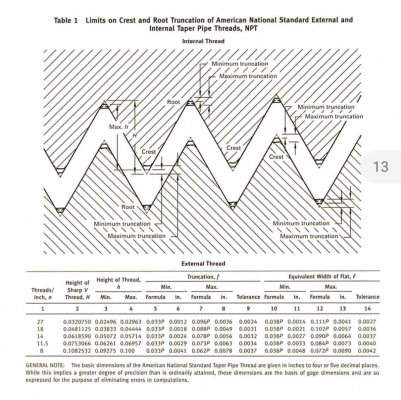
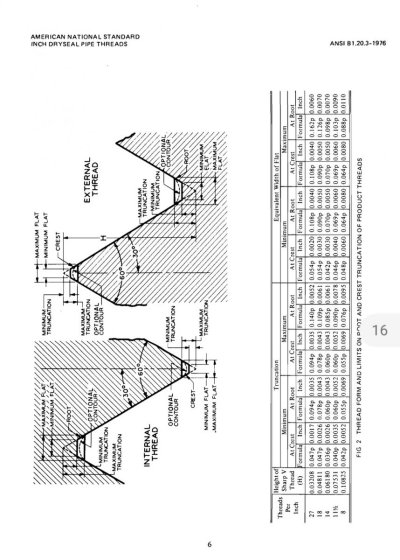
To the best of my understanding, although it is true that the spec for the crests of NPTF threads fall within (tighter tolerance than) the spec for NPT thread crests, this is not true of the thread root. My understanding is that an NPTF thread has a nominal shape that is different than, and falls outside of the tolerances of a nominal NPT thread. Specifically, my understanding is that NPT thread roots are V-shaped, whereas NPTF thread roots have the bottom of the V filled in and flat to generate more interference. And that, because there is more metal at the root of an NPTF thread than allowed at the root of an NPT thread, I don't think one can inspect (or inspection fail) one into another.
What would happen if someone sold out of spec NPTF devices as NPT devices? Dunno. They'd probably get away with it. But I don't think that is the intention of the spec.
I also don't understand the gauging tests that your document mentions. In my understanding, there are two different classes of NPTF threads. I think one may be for liquids and most gasses and one may be for gasses that really cant leak even a modest little over time. I don't remember. In any case, my understanding is that the difference between these two classes of NPTF threads is the testing plan. One class requires the testing of a bunch of properties post-production, and one class tests only a couple of properties post-production -- and allows for the calibration of the production process to guarantee the other properties within tolerance. In this case of NPTF threads, I think one class can fail into the other class.
The document you cite also doesn't make much sense to me with respect to the production process. Often times when the spec allows for a wider tolerance one is able to increase the lifetime of the tooling and allow for more contamination from production before being required to replace worn out tooling or clean contamination. In other words, production continues without maintenance until occurances of out-of-tolerance parts exceed some rate, at which time the tooling is replaced or contamination is cleared, as is indicated by the failure mode and production volume. So, I'd be surprised if NPTs more relaxed tolerances didn't allow for more economical production due to kit life and reduced maintenance considerations, e.g. lit and labor.
I also don't understand that documents focus on human tolerances. Either of these specifications is sufficiently tight w.r.t. tolerances that tooling controls the tolerances, not people. At least I'd expect. I don't think the operator is difference, at least in 2024.
Ultimately, I think one can tolerance fail from one class of NPTF to another class of NPTF, but not to NPT.
Can I tell the difference between NPTF and NPT with my naked eye? Nope. No way. Can I see the difference in the root under magnification? You betcha.
Does that matter? Nope. If I'm doing something that requires NPTF it is, as it is required to be, fresh out of the pack each time -- and tested when done.
If I'm doing something that only requires NPT, I'll use either one with a little bit of sealant and be golden.
And that is exactly why I think this is a temptest in a teapot. Just use sealant if the application allows it. And, if not, use fresh NPTF connections each time.
If you are willing to reuse any part of it, and aren't okay with it leaking -- use sealant. If not, replace the connections and assemble carefully per the requires protocol such as to avoid damaging anything in the process.